第三章 料滴的輸送
己形成的料滴最好盡可能迅速的以其原來的形狀送入初模內,并在瞬間的輸送過程中避免與金屬接觸。因而若不采用導料(或分料器)是最理想的,但對行列機而言這一點不可能實現,因此必須對以下因素按最佳的狀態進行調整。
1、導料中心線。導料裝置(導料管、料瓢、直槽、轉向槽)的中心線必須保持一致。導料中心不一致時,料滴的滑動不順暢,使料滴變形,甚至飛出導料槽,引起停機故障。下料不穩定,是產生皺紋、落料紋的主要原因。
2、依據料碗直徑、產品重量和料滴形狀選擇導料系統的尺寸,導料管的尺寸應比料碗直徑減少20%左右,料瓢、直槽的尺寸應比導料管略小,轉向槽的尺寸應依據初型模的內腔尺寸確定,視具體生產情況選擇。吹一吹法生產時,轉向槽的尺寸比初形模的撲氣線的直徑小2mm為好。
3、由于導料裝置的條件各組稍有差異(直槽、轉向槽長短不一會造成料形變化,使料滴長短不一),所以各組下料的定時可作適當調整。行列機與供料機的同步定時由差動機構來調整。
4、由于在料瓢中通過的料滴溫度高達1100℃左右,而易使料瓢燒損,造成潤滑不好而出現料滴輸送速度不一致。要使料滴的其原來的形狀在導料裝置內迅速滑動而不變形、同時又保持同一速度就要對料瓢進行冷卻和定時噴油潤滑(乳化潤)。
5、為了使料滴滑動順暢及防止料滴直接與金屬接觸,引起溫度不均勻,應對料瓢、直槽、轉向槽的滑動部位(內側)預涂涂料。
6、由于料瓢、直槽、轉向槽長時間的使用,使表面涂料剝落或油污垢等影響料滴的滑動,所以要定期更換。
7、切不可把帶有涂層的直槽、轉向槽再與潤滑油或其它潤滑劑混用,這種兼用的潤滑,會導致料滴產生不可見的微裂紋,最終會影響到玻璃瓶的內在質量,尤其是壓一吹法成型應十分重視這一點。
8、料滴與漏斗導料管并不接觸,料滴必須從漏斗導料管正中央進入雛形模內,相反
則產生各種缺陷,例如皺紋、折痕、偏底等。
9、快要落入漏斗的料滴長度是剪切時的1.5倍左右,料滴的落下速度大約是6.5米/秒。
滴料式供料機的發展趨勢
滴料式供料機正向著伺服化的方向發展,最終將達到無級調整,料滴的制作將更為容易和更為適合初型模的形狀。伺服化即電子化控制,沖頭凸輪和剪刀凸輪的運行曲線由微機編程控制,各自單獨的相位調整使兩者的動作更為協調統一, 平行剪切的伺服化代替了傳統的角度剪切,保證了料滴的穩定性。
工藝參數匯總
①料碗尺寸:料碗孔徑加大,料滴短,重量重,料滴形狀粗短;料碗孔徑減小,料滴長、重量輕,料滴形狀細長。
②料滴的溫度:料滴溫度升高,料滴細長成骨狀,重量重;料滴的溫度降低,料滴短,重量輕,難以成形。
③沖頭凸輪:料滴成形不僅取決于沖頭形狀,還取決于沖頭凸輪,輪廊決定沖頭的沖程,機速成型不同,沖頭凸輪不同。
④相位差:影響料滴形狀的一個重要因素,沖頭下降至下終點開始向上運動的瞬間與玻璃液被剪斷形成料滴的那一時刻之間的差值。
正常角度為600C左右,度數增大時,料形變長,頭部尖細,進而兩端變細,中間粗,相位差度數減小時,料形短,頭部變粗。
⑤沖頭行程:增大,料滴變短,變重,形狀頭部變細,肩部粗。減少,料滴長、輕、成骨頭狀。
⑥沖頭高度:升高,料滴變長、變重,成骨頭狀。降低,料滴變短、變輕,料滴頭部尖細、肩部粗。
⑦料筒高度:料筒高度升高,料形長,重量重,料滴成骨頭狀。料筒高度降低,料滴短,重量輕,料滴形狀肩部粗大,頭部尖細。
⑧剪刀高度:升高時,料滴的切口變圓,料滴的形狀膠攘形;剪刀高度降低,料滴頭部變細,切口成耳朵形,料滴變長。
⑨沖頭形狀:沖頭直徑增大,料滴短,重量重,料滴形狀肩部粗大,頭部變細;沖頭直徑減小,料滴長,重量輕,料滴象骨頭狀。
⑩剪刀凸輪:每一個剪刀凸輪都有等加速,等減速運動,選用原則是希望獲得迅速的剪切動作,留下盡可能小的剪刀印,且不使機構產生強烈振動,小角度適合低機速,否則高機速時會導致滾輪脫離凸輪,使動作不穩定,大角度,張開角度大適合于高機速,使動作平穩不抖動。
?機速:快時,料滴短,重量輕,料形粗;慢時,料滴長,重量重,料形象骨頭狀。
?剪刀的間隙:較大時,剪刀片的磨擦太大,剪刀片經常被卡住料滴尾部留下剪刀印。較小時,在料滴的上下端會留有缺口。
?剪刀壓力:壓力不充分,料滴切口不完全,料滴兩端留有尾部;壓力過大時,加快剪刀的摩損,使料滴偏離中心落下。
供料道溫度效率的高低表明了供料道中玻璃液的溫度均勻性,亦決定了料盆內玻璃液的溫度均勻性。
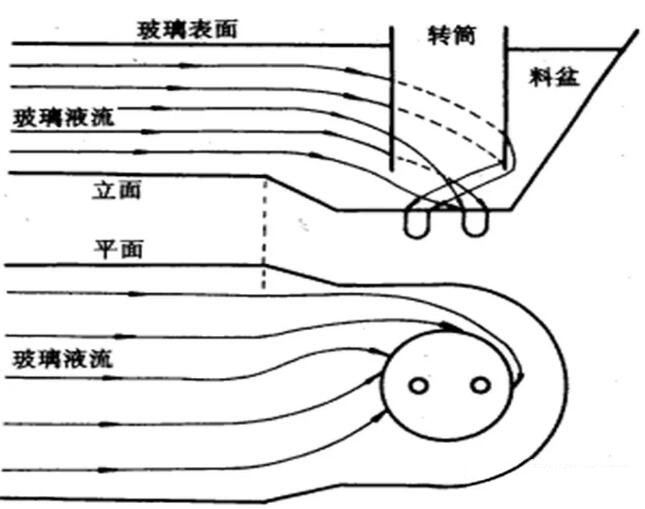
圖29 供料道與料盆玻璃液流示意圖
料盆內玻璃液溫度均勻性與料滴重量密切相關
供料道溫度效率是反映料盆區各處玻璃液溫差的參數,而這種溫差直接影響料盆玻璃液的溫度均勻性。沒有100%供料道溫度效率,只有盡最大努力減少這種溫差,在需要的地方分別施以冷卻、加熱、保溫。玻璃液從窯爐工作端至料盆的溫降要保證在降溫幅度之內,過度地降溫或升溫都會造成不良影響。在溫度調整時不能急于求成,應緩慢小幅度地進行,盡量避免大的波動。
料盆內的玻璃液溫度均勻性狀態是否良好,與料滴重量是否穩定有密切關系。與料滴重量相關的因素有如下幾種:①玻璃液溫度,②生產機速(含驅動電機轉速的波動),③沖頭凸輪的種類,④沖頭高度和沖頭行程,⑤剪刀凸輪的種類,⑥沖剪差,⑦剪刀
高度,⑧勻料筒高度,⑨勻料筒轉速,⑩料碗直徑。在生產初期各參數設定完成以后,上述因素中玻璃液溫度是唯一可變的與料滴重量有直接關系和重要影響的因素。據有關資料介紹,料盆內玻璃液溫度每波動1℃,重量相差約3g。

圖30 玻璃供料道的攪拌棒

圖31 供料機用料盆、料碗、沖頭、勻料筒
典型料盆與勻料筒之配合
隨著八組雙滴行列式制瓶機的推廣及應用,與之相配套的907型和503供料機也得以普及。比較與該兩種供料機配套使用的典型料盆就有了較高的應用價值為便于比較,將兩種料盆的主視圖重疊,如圖3所示,從中可以看出,907料盆比503料盆容積大,其容納玻璃液的量在相同高度(279mm)相同長度(534mm)相同寬度(560mm)的情況下要多11.36kg(玻璃密度以2.5g/cm3計)。另外,503料盆的前部采用斜面,減少了死料或不動料存在并增厚的可能性。這正是料盆設計防止產生死料時考慮的。

圖32 典型料盆與勻料筒配合圖