模具在玻璃瓶罐生產中占有重要的地位,玻璃瓶罐是在一定形狀內腔的模具內成型,其質量很大程度上取決于模具質量,包括模具的設計、材料、加工精度和維修質量等。制瓶機完成一件產品的過程,基本上是靠操作模具的動作順序來實現的。模具是直接影響產品質量的工件,它的損壞不僅是模具本身的損失,還會產生大量的產品缺陷,甚至使產品報廢。
模具的設計是一項復雜的工作。目前模具設計在很大程度上根據經驗。特別是初型模的設計,很難用數學公式來確定,要設計合理的初型模,設計人員必須考慮玻璃的料性,玻璃在模腔內的分布情況,制瓶工藝等一系列的復雜因素,一個合格的設計人員必須具備豐富的理論知識和實踐經驗。模具要經過設計打樣再分析再修正才能生產出高質量的玻璃瓶罐。不懂生產的模具設計就是一次偉大的冒險。國外已經開發出模具設計軟件,它可以模擬瓶子在初模和成模內的成型過程,準確的了解玻璃在模具的分散過程和分布情況。從而提高模具設計的精確性,縮短設計時間。采用標準化設計可以降低成本,提高效益。(下圖是小口壓吹的整過成型過程電腦模擬供參考)
目前瓶罐成型的主要方式有:吹吹、壓吹、和小口壓吹。無論用現有的哪一種玻璃成型方法,就模且所處的作業條件來說都是很差的。鑒于熱玻璃成型和最終制成成品所發生的許多復雜的物理化學和機械過程,對模具材料所提出的要求是極其苛刻的。一般玻璃模材料應具備下列一些最重要性質:
1.易于機械加工,耐碎裂,耐熱沖擊
2. 導熱熱性好,線膨脹系數小,抗生長
3. 耐熱,耐磨
4. 組織致密均勻,粘附溫度高,成型表而光洽度好,耐腐蝕等 模具是玻璃成型中不可缺少的裝備,玻璃生產的質量與產量都和模具直接有關,因而模具材料的選用、加工、維修和檢驗是確保模具質量與成型質量的重要措施。

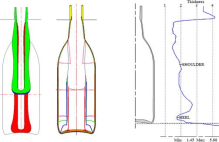
上圖是玻璃瓶在整個生產過程中玻璃各模具受熱過程的模擬,在玻璃成型過程中,要求模具能長期經受在高溫條件下工作,玻璃的入模溫度在900~1100℃問,出模溫度在500~600℃左右。模具中玻璃的停留時間一般為5~60s。如果模具材質的耐熱性差,在使用過程中就很容易發生龜裂,導致制品表面產生較多的龜紋,這樣不僅影響制品的外觀質量,同時也影響其熱穩定性和強度熱擴散速率:玻璃入模和出模的溫差為在400~500℃。玻璃在模具中的停留時間為幾秒到幾十秒。要求模具材質也在這段時間內擴散掉這部分熱量,而模具的熱擴散速率將直接影響到制品的成型速度。不同規格的制品要求其熱擴散速率的大小也不一樣,一般大規格制品,因成型速度慢,制品在模具中的停留時間也長,相應地要求熱擴散速率就較低。反之,成型速度很快的制品,其在模具中的停留時間必然很短,因而希望模具能在較短的間隙時間內盡快地得到冷卻,相應地要求熱擴散速率也較快。
熱沖擊性:為了便于制品出模和及時對制品固形,必須對模具和制品進行風冷。而當制品出模后為使模具保持清潔和及時散熱,又必須對模具進行風冷,這一切措施都構成了對模具的熱沖擊,若模具材質不能經受耐急冷急熱性能的沖擊,就會造成模具龜裂,影響制品質量。
膨脹與高溫變形性能:當材料的膨脹性能變化顯著時,不僅會造成成型與脫模等一系列困難,而且使制品在接合處有粗大的接合縫,造成在脫模過程中制品在該區域容易發生炸裂,模具也容易損壞,因此希望使用低熱膨脹性的材料來制造模具。

上圖是模具在受熱中的電腦模擬,由于模具長期處于高溫負荷下工作,容易造成模具高溫變形,影響模具的精度,造成制品矯曲或公差不符要求等情況.嚴重的甚至影響入模與脫模的連貫性,因此要求模具的材質必須高溫變形性能要優越。
一般選擇低膨脹系數的材質,其高溫變形性能必然優越。模具長期在急冷與急熱的高速負荷狀態下運轉與工作,因而要求模具能在這一惡劣工作環境下能連續使用較長時間而不致有網絡裂紋(龜裂)等出現。故要求材質能有較好的熱疲勞性能。